tel:+86-0572-2926332 / 2926337
E-mail:[email protected]
 简体中文
简体中文Proč je odplyňovací rotor z nitridu křemíku nejlepší modernizací pro tavení hliníku
2026.04.20
Co dělá odplyňovací rotor z nitridu křemíku při zpracování hliníku
Odplyňovací rotor z nitridu křemíku je rotační keramická součást používaná v rotačním odplyňovacím procesu pro roztavený hliník. Jeho primárním úkolem je rozptýlit inertní plyn - obvykle argon nebo dusík - do taveniny jako jemné, rovnoměrně rozložené bubliny. Tyto bubliny stoupají tekutým kovem, zachycují rozpuštěný plynný vodík a vynášejí ho ven z taveniny, než hliník ztuhne. Pokud se vodík neodstraní, vytvoří se v hotovém odlitku poréznost, která oslabí součást a způsobí prudké zvýšení míry vyřazení.
Rotor sedí na konci hřídele a otáčí se řízenou rychlostí – obvykle mezi 200 a 600 ot./min. – zatímco je ponořen v roztaveném hliníku při teplotách v rozmezí od 680 °C do více než 760 °C. Za těchto podmínek nesmírně záleží na materiálu, ze kterého je rotor vyroben. Nitrid křemíku (Si₃N₄) se ukázal jako dominantní materiál pro vysoce výkonné odplyňovací rotory, protože kombinuje výjimečnou odolnost proti tepelným šokům, chemickou inertnost vůči roztavenému hliníku a mechanickou pevnost způsobem, kterému se žádný konkurenční materiál nevyrovná pro dlouhodobé průmyslové použití.
Proč nitrid křemíku překonává jiné materiály rotoru
Odplyňovací rotory se historicky vyráběly z grafitu a grafit stále nachází uplatnění v provozech s nižším výkonem. Keramické rotory z nitridu křemíku však do značné míry vytlačily grafit v náročných slévárenských prostředích z jasných důvodů. Pochopení srovnání materiálů pomáhá manažerům sléváren ospravedlnit vyšší počáteční náklady na komponenty Si₃N₄.
Odplyňovací rotory z nitridu křemíku vs. grafitu
Grafitové rotory jsou levné a snadno se obrábějí, ale při provozních teplotách progresivně oxidují, což způsobuje neustálé ztráty materiálu. To znamená, že grafitové rotory je nutné často vyměňovat – často každých několik týdnů ve velkoobjemových provozech – a vedlejší produkty oxidace mohou kontaminovat taveninu, pokud rotor neočekávaně degraduje uprostřed procesu. Rotory z nitridu křemíku neoxidují při teplotách zpracování hliníku a vykazují zanedbatelnou reakci s roztavenými slitinami hliníku. Kvalitní odplyňovací rotor Si3N4 obvykle vydrží 3 až 10krát déle než ekvivalentní grafitový rotor, čímž se dramaticky snižují náklady na výměnu na jednotku a neplánované prostoje.
Nitrid křemíku vs. jiná pokročilá keramika
Karbid křemíku (SiC) a oxid hlinitý (Al₂O₃) jsou dvě další pokročilé keramiky, které se někdy používají v aplikacích s hliníkovými kontakty. Karbid křemíku má vynikající tvrdost, ale je náchylnější k praskání tepelným šokem než nitrid křemíku, zejména během rychlého ponoření do roztaveného kovu, které charakterizuje odplyňovací operace. Oxid hlinitý má dobrou chemickou odolnost, ale nižší lomovou houževnatost, díky čemuž je citlivý na mechanické rázy způsobené turbulencí a náhodným kontaktem se stěnami pece nebo pánve. Kombinace vysoké lomové houževnatosti (~6–7 MPa·m½), nízkého koeficientu tepelné roztažnosti a vysoké odolnosti proti tepelnému šoku (ΔT tolerance 500 °C nebo více) z nitridu křemíku činí nejspolehlivější trvanlivou variantu v reálných provozních podmínkách slévárny.
| Majetek | Nitrid křemíku (Si₃N₄) | Grafit | Karbid křemíku (SiC) |
| Odolnost proti oxidaci | Výborně | Chudák | Dobře |
| Odolnost proti tepelným šokům | Výborně | Dobře | Mírný |
| Lomová houževnatost | Vysoká (6–7 MPa·m½) | Mírný | Mírný |
| Reakce s roztaveným Al | zanedbatelné | Nízká – střední | Nízká |
| Typická životnost | Měsíce až 1 rok | týdny | měsíce |
| Náklady předem | Vysoká | Nízká | Mírný–High |
Jak funguje rotační odplyňovací proces s rotorem Si₃N₄
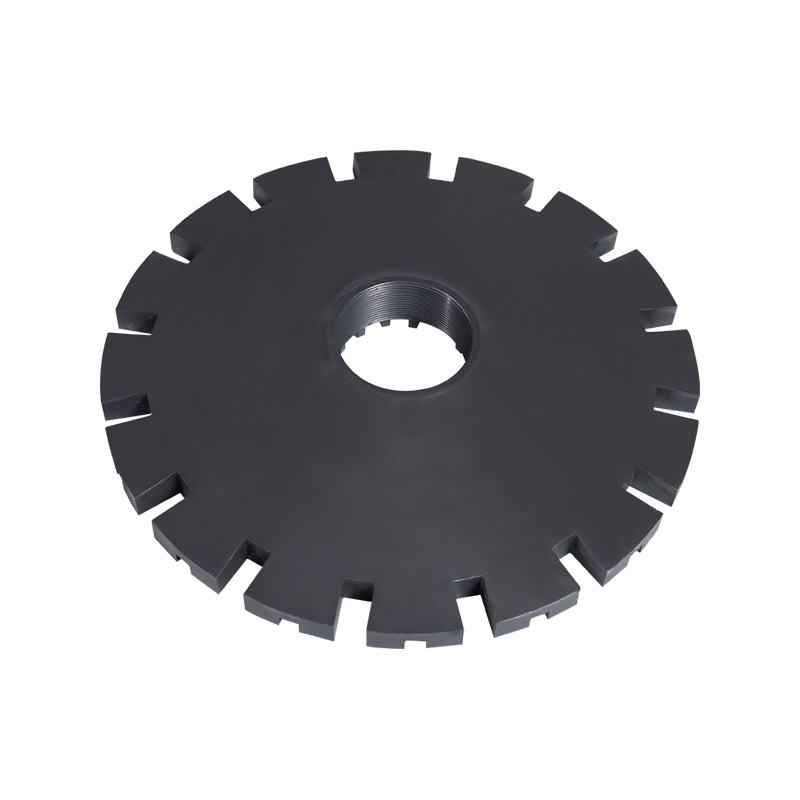
Rotační odplyňovací jednotka (RDU) se skládá z motorového pohonu, hřídele a odplyňovacího rotoru na špičce. Rotor z nitridu křemíku má typicky tvar disku nebo oběžného kola se středovým vývrtem pro dodávku plynu a řadou radiálních nebo šikmých štěrbin, které rozbíjejí přicházející proud inertního plynu na jemné bublinky, když se rotor otáčí. Konstrukce těchto štěrbin – jejich počet, úhel a hloubka – významně ovlivňuje rozložení velikosti bublin a tím i účinnost odplynění.
Když je rotor ponořený a rotuje, inertní plyn je přiváděn dolů skrz dutou hřídel a vystupuje skrz rozptylovací otvory rotoru. Odstředivé působení dopřádacího rotoru stříhá plyn na bubliny o průměru typicky v rozmezí 1 až 5 mm. Menší bubliny mají vyšší poměr plochy povrchu k objemu, což znamená větší kontaktní plochu mezi plynem a taveninou na jednotku použitého plynu – přímo zlepšuje účinnost odstraňování vodíku. Dobře navržený odplyňovací rotor z nitridu křemíku dosahuje konečného obsahu vodíku pod 0,10 ml/100 g hliníku, což je prahová hodnota pro většinu konstrukčních aplikací odlévání.
Role rychlosti rotoru a průtoku plynu
Rychlost rotoru a průtok plynu spolupracují na určení velikosti a distribuce bublin. Zvyšování otáček rotoru obecně vytváří jemnější bubliny, ale příliš vysoká rychlost vytváří turbulence, které vtahují povrchové oxidy do taveniny – opak toho, čeho se má dosáhnout odplyněním. Většina výrobců rotorů z nitridu křemíku doporučuje provozní rychlosti mezi 300 a 500 ot./min pro odplyňovací jednotky založené na pánvi, s průtokem plynu 2 až 10 litrů za minutu v závislosti na objemu taveniny. Optimální kombinace je určena empiricky pro každou konfiguraci pece a typ slitiny pomocí testování za sníženého tlaku (RPT) nebo měření indexu hustoty k ověření hladin vodíku.
Kompatibilita vstřikování Flux
Některé rotační odplyňovací systémy současně vstřikují tavící prášky (obvykle na bázi chloridů nebo fluoridů) spolu s inertním plynem, aby se zlepšilo odstraňování vměstků a separace strusky. Odplyňovací rotory z nitridu křemíku jsou chemicky odolné vůči sloučeninám chlóru a fluoru používaným v těchto směsích tavidel, zatímco grafitové rotory podléhají zrychlené erozi v přítomnosti reaktivních plynů tavidla. Tato kompatibilita dělá z Si3N4 rotorů praktickou volbu pro kombinované odplyňovací a tavicí operace, kde je vyžadováno současné odstraňování vodíku a inkluzní flotace.
Klíčové specifikace, které je třeba zkontrolovat při nákupu odplyňovacího rotoru z nitridu křemíku
Ne všechny rotory z nitridu křemíku jsou vyráběny podle stejného standardu. Keramický průmysl používá pro Si3N4 několik jakostí a metod zpracování a rozdíly jsou značné ve vysokoteplotních aplikacích. Zde jsou technické specifikace, které jsou nejdůležitější při hodnocení nebo nákupu keramického odplyňovacího rotoru:
- Hustota a pórovitost: Vysoce kvalitní rotor z nitridu křemíku by měl mít sintrovanou hustotu alespoň 3,20 g/cm³, blízko teoretickému maximu 3,44 g/cm³. Nižší hustota indikuje zbytkovou pórovitost, která oslabuje součást a vytváří cesty pro infiltraci roztaveného kovu při rotačním namáhání. Požádejte dodavatele o certifikaci hustoty pro každou výrobní šarži.
- Způsob spékání: Za tepla lisovaný nitrid křemíku (HPSN) a slinutý reakční nitrid křemíku (SRBSN) jsou dvě nejběžnější formy používané v odplyňovacích aplikacích. HPSN nabízí vyšší hustotu a pevnost, ale je dražší a omezený na jednodušší geometrie. SRBSN umožňuje složitější profily rotorů se spolehlivými vlastnostmi a je široce používán pro odplyňovací rotory typu oběžného kola se složitými plynovými kanály.
- Pevnost v ohybu: Hledejte minimální pevnost v ohybu 700 MPa (měřeno čtyřbodovým ohybem podle ISO 14704). Rotory pracující při vysokých otáčkách za minutu v turbulentním roztaveném kovu jsou vystaveny skutečnému ohybovému zatížení a součást pod touto prahovou hodnotou je vystavena vyššímu riziku prasknutí během provozu.
- Typ připojení hřídele: Rotory Si3N4 se připojují k odplyňovací hřídeli pomocí závitového, přírubového nebo kolíkového spoje. Závitové spoje v keramice vyžadují přesnou výrobu, aby se zabránilo koncentraci napětí v kořenech závitu. Před objednáním se ujistěte, že geometrie závitu a tolerance odpovídají specifikaci hřídele vaší odplyňovací jednotky, protože nestandardní lícování je hlavní příčinou předčasného zlomení rotoru.
- Povrchová úprava a geometrie plynového portu: Rozptylovací otvory a štěrbiny na rotoru by měly být přesně opracovány s hladkými vnitřními povrchy, aby se zabránilo turbulenci plynu na výstupním bodě. Hrubá nebo nekonzistentní geometrie portu vytváří nerovnoměrné rozložení bublin, což snižuje účinnost odplynění. Pokud se jedná o aplikace kritické z hlediska kvality, vyžádejte si od dodavatele rozměrové výkresy a specifikace povrchové úpravy (hodnota Ra).
- Certifikace testu tepelného šoku: Někteří výrobci testují rotory tak, že je před odesláním několikrát cyklují mezi okolní teplotou a 800 °C. Zeptejte se, zda dodavatel tuto kvalifikaci provádí a zda je k dispozici certifikát o shodě. Testování tepelným šokem zachytí mikroprasklé součásti dříve, než se dostanou na vaši výrobní linku.
Odvětví a aplikace, které používají odplyňovací rotory z nitridu křemíku
Odplyňovací rotory z nitridu křemíku se používají všude tam, kde je kvalita roztaveného hliníku kritickou výrobní proměnnou. Odvětví, která na ně spoléhají, sahají od velkoobjemového odlévání automobilů až po přesnou leteckou výrobu.
Automobilový odlitek
Automobilový průmysl je největším spotřebitelem odplyněných hliníkových odlitků. Bloky motorů, hlavy válců, písty, skříně převodovek a konstrukční součásti podvozku – všechny vyžadují hliník s nízkou pórovitostí a vysokou integritou, který splňuje přísné specifikace mechanických vlastností. Operace vysokotlakého lití (HPDC) a nízkotlakého lití (LPDC) probíhají nepřetržité výrobní cykly, kde stálá kvalita taveniny přímo ovlivňuje zmetkovitost a rozměrovou přesnost dílu. Rotory z nitridu křemíku jsou standardním vybavením v automobilových slévárnách právě proto, že jejich dlouhá životnost a konzistentní výkon podporují přísnou kontrolu procesu vyžadovanou v měřítku.
Letecké hliníkové komponenty
Letecké aplikace vyžadují ještě přísnější kontrolu nad obsahem vodíku v tavenině než automobilový průmysl, s cílovými hladinami často pod 0,08 ml/100 g. Konstrukční součásti draku letadla, žebra křídel, kování trupu a skříně turbín vyrobené z hliníkových slitin jako 2024, 6061 a 7075 jsou vystaveny únavovému zatížení, kde podpovrchová pórovitost iniciuje praskliny. Přesnost odplynění dosažená rotorem z nitridu křemíku v kombinaci s jeho provozem bez kontaminace jej činí vhodným pro požadavky na sledovatelnost a kvalitu dokumentace dodavatelských řetězců v letectví.
Sekundární recyklace hliníku
Sekundární hliníkové tavírny zpracovávají recyklovaný šrot, který přináší výrazně vyšší hladiny vodíku, oxidů a vměstků než primární hliník. Odplyňování je proto intenzivnější v sekundárních operacích, s delšími cykly úpravy a vyššími objemy plynu. Odplyňovací rotory z nitridu křemíku odolávají tomuto náročnějšímu provoznímu režimu lépe než grafitové alternativy, které obzvláště rychle erodují při prodloužených cyklech zpracování a zvýšených rychlostech vstřikování tavidla běžných v recyklačních pecích.
Kontinuální lití a válcování
In-line odplyňovací jednotky se používají na linkách kontinuálního lití pro výrobu hliníkových plechů, fólií a sochorů. V těchto systémech roztavený hliník kontinuálně proudí kolem jednoho nebo více rotujících odplyňovacích rotorů instalovaných ve zpracovatelské nádobě mezi pecí a licí stanicí. Keramický odplyňovací rotor v této aplikaci musí udržovat konzistentní výkon po dlouhé nepřerušované běhy – někdy dny nebo týdny – bez výměny. Odolnost nitridu křemíku za těchto podmínek nepřetržitého provozu z něj činí materiál volby pro inline rotorové systémy od výrobců, jako jsou Pyrotek, Foseco a Almex.
Správná instalace a manipulace s odplyňovacími rotory z nitridu křemíku
I ten nejlepší rotor z nitridu křemíku předčasně selže, pokud je s ním nesprávně manipulováno nebo je instalováno. Keramické součásti vyžadují větší péči než kovové, protože jsou křehké – mají vysokou pevnost v tlaku, ale nízkou toleranci vůči nárazu, ohybu a nerovnoměrnému zatížení.
- Před ponořením předehřejte: Nikdy neponořujte rotor z nitridu křemíku při pokojové teplotě přímo do roztaveného hliníku. Tepelný šok, dokonce i u materiálu určeného pro vysoké ΔT, významně zvyšuje riziko zlomenin. Před spuštěním rotoru předehřejte rotor nad povrchem taveniny sálavým teplem z pece po dobu alespoň 15 až 30 minut. Některé operace používají vyhrazenou předehřívací stanici. Tento jediný postup je nejběžnějším faktorem oddělujícím operace s vynikající životností rotoru od těch, u kterých dochází k častým poruchám.
- Před instalací zkontrolujte mikrotrhliny: Před montáží každý rotor vizuálně zkontrolujte. Pokud je vizuální kontrola neprůkazná, použijte kontrolu penetrantem barviva (DPI) nebo testování penetrantem kapaliny. Pouhým okem neviditelná vlasová trhlina se může při provozním namáhání rychle šířit a způsobit prasknutí rotoru v tavenině – kontaminaci hliníkové náplně a vytvoření nebezpečné situace.
- Správně utáhněte připojení hřídele: Přílišné utažení závitového spojení mezi hřídelí a Si3N4 rotorem je častou příčinou zlomeniny v patě závitu. Řiďte se specifikací točivého momentu výrobce – obvykle 10 až 25 N·m v závislosti na velikosti závitu a geometrii rotoru – a místo odhadu podle pocitu použijte momentový klíč.
- Před provozem zkontrolujte vyrovnání hřídele: Nesouosá hřídel přenáší ohybové momenty na rotor během otáčení, což v kombinaci s tepelným a chemickým zatížením taveniny koncentruje napětí na rozhraní hřídel-rotor. Před prvním použitím a po jakékoli údržbě pohonné jednotky ověřte souosost hřídele pomocí úchylkoměru.
- Zabraňte kontaktu se stěnami pece a okraji pánve: Vyškolte operátory, aby spustili odplyňovací jednotku do středu taveniny, daleko od žáruvzdorných stěn. Kontakt mezi spřádacím rotorem a tvrdým povrchem – i krátký – může odštípnout nebo prasknout keramiku. Během provozu dodržujte minimální vzdálenost 50 mm mezi rotorem a jakýmkoli povrchem pece.
Vyhodnocení celkových nákladů na vlastnictví pro Si₃N₄ rotory
Počáteční cena odplyňovacího rotoru z nitridu křemíku je obvykle 3 až 6krát vyšší než u srovnatelného grafitového rotoru. Tato mezera v kupní ceně vede k tomu, že některé operace budou výchozí pro grafit bez provedení úplného srovnání nákladů. Když jsou správně vypočítány celkové náklady na vlastnictví (TCO) – včetně frekvence výměny, práce, prostojů a dopadu na kvalitu taveniny – nitrid křemíku trvale přináší nižší náklady na tunu zpracovaného hliníku.
Uvažujme typickou velkoobjemovou slévárnu zpracovávající 200 tun hliníku měsíčně. Grafitový rotor může vydržet 3 až 4 týdny, než bude vyžadovat výměnu, což má za následek 12 až 16 výměn rotoru za rok, z nichž každá vyžaduje odstávku pece a práci technika. Rotor z nitridu křemíku ve stejné aplikaci může vydržet 6 až 12 měsíců, což snižuje počet výměn na 1 až 2 za rok. Po dobu 12 měsíců, i když každý Si3N4 rotor stojí pětkrát více než grafit, snížení frekvence výměny, mzdových nákladů a přerušení výroby vede k čistým úsporám 30 až 60 % v závislosti na provozních specifikách.
Součástí kalkulace nákladů je také rozměr kvality taveniny. Degradace grafitového rotoru zavádí jemné uhlíkové částice do taveniny, pokud se rotor neočekávaně poškodí. Tyto inkluze mohou způsobit vady odlitku, které mají za následek vyřazení dílů – náklady, které je obtížné vyčíslit na rotor, ale jsou velmi reálné ve výrobě citlivé na kvalitu. Nereaktivní charakter nitridu křemíku, který se za normálních provozních podmínek nevylučuje, toto riziko kontaminace zcela eliminuje, což má měřitelnou hodnotu v systémech kvality leteckého a automobilového průmyslu, kde je sledován a penalizován odpad související s inkluzí.
Odstraňování běžných problémů s keramickými odplyňovacími rotory
Dokonce i dobře udržované rotory z nitridu křemíku mají problémy. Včasné rozpoznání příznaků běžných problémů umožňuje nápravná opatření dříve, než dojde ke kontrole úplného selhání rotoru nebo šarže nestandardních odlitků.
Nedostatečné odstranění vodíku navzdory správným parametrům
Pokud měření indexu hustoty ukazuje hladiny vodíku nad cílovou hodnotou, i když jsou otáčky rotoru a průtok plynu správně nastaveny, nejčastější příčinou jsou částečně ucpané plynové porty na rotoru a únik plynu před rotorem. Po ochlazení vyjměte rotor a zkontrolujte disperzní otvory, zda nejsou ucpané oxidem hlinitým – běžný problém, když je rotor ponechán v tavenině poté, co se jednotka přestane otáčet. Před opětovnou instalací profoukněte plynový kanál stlačeným vzduchem, abyste ověřili volný průtok.
Viditelná eroze nebo důlek rotoru
Povrchová eroze na rotoru z nitridu křemíku je za normálních podmínek neobvyklá, ale může nastat, pokud je rotor používán s vysoce agresivními směsmi tavidel v koncentracích, které přesahují doporučení dodavatele, nebo pokud tavenina obsahuje zvýšené hladiny alkalických kovů (sodík, vápník) z kontaminovaného odpadu. Pokud je pozorována eroze, snižte koncentraci tavidla a zkontrolujte kvalitu vstupního odpadu. Silná eroze, která mění geometrii rotoru, ovlivňuje distribuci bublin a měla by být považována za důvod pro výměnu, i když je rotor jinak neporušený.
Zlomenina rotoru během provozu
Zlomení rotoru pro odplyňování nitridu křemíku během provozu je vážná událost, která vyžaduje kontrolu taveniny a případně její sešrotování. Nejčastějšími příčinami jsou teplotní šoky z nedostatečného předehřevu, přetočený hřídelový spoj, nesouosost hřídele a náraz do stěn pece. Vyšetření po poruše by mělo prověřit všechny tyto faktory před uvedením náhradního rotoru do provozu. Zkontrolujte povrch lomu: lom pocházející ze závitu hřídele indikuje překroucení nebo koncentraci napětí; lom přes čelo oběžného kola naznačuje tepelný šok; zlomenina na vnějším průměru naznačuje poškození nárazem.
Žhavé produkty












Kontaktujte nás pro nabídky a ceny!
Dejte nám vědět, co chcete, a my se vám co nejdříve ozveme!
Budeme pokračovat ve vývoji a výrobě pokročilejších keramických materiálů pro průmysl zpracování hliníku.
Naskenujte mobilní QR kód
Kontakt
 +86-18501518842 / +86-13587222672
+86-18501518842 / +86-13587222672 +86-0572-2926332 / 2926337
+86-0572-2926332 / 2926337 +86-0572-2926335
+86-0572-2926335 [email protected] / [email protected] /
[email protected] / [email protected] /  Budova č. 11, South Taihu High-tech Intelligent Manufacturing Industrial Park, Wuxing District, Huzhou City, Zhejiang, Čína
Budova č. 11, South Taihu High-tech Intelligent Manufacturing Industrial Park, Wuxing District, Huzhou City, Zhejiang, Čína
Copyright© 2024 Zhejiang Shangguijuli Special Material Technology Co., Ltd. All Rights Reserved. Dodavatel keramického materiálu
